可控硅焊机工作原理 可控硅焊机和逆变焊机的耗电比较

文章目录:
可控硅焊机和逆变焊机的耗电比较
逆变焊机比可控硅省电30%。
1、逆变焊机比可控硅整流焊机省电约30%左右,但是逆变焊机工作频率要比可控工作频率高得多。
2、可控硅焊机的电流谐波小于比逆变焊机的电流谐波含量,所以可控硅贵。
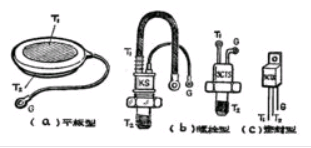
焊机可控硅好坏判断方法
与普通单管可控硅检测方法一样,1、用万用表电阻档两驱动阻值在10-200欧姆,过高过低都有问题;10K档量可控硅间无穷大,有阻值就坏了。
2、给驱动施加一个1·5伏电压,用表二极管档量可控硅间是否有单相导通,无,就坏了。一般模块上都有连线图,只不过是两个、三个而已。
什么是可控硅氩弧焊机
可控硅直流氩弧焊机特点及用途:
该机抗干扰能力强,电流波动小,电弧极为稳定,操作简便。
电流调节范围广,最小电流仅为5A,可焊0.3mm的薄板,可连续调节,并用于点焊。
功能多,适用范围广,单相输入电源有220/380V之选。
具有普通直流手工焊、氩弧焊及脉冲焊功能。
延时气体采用无级调节,更方便客户的要求。
适用于不锈钢、铜、碳钢的薄板焊接。
可控硅氩弧焊机,又名 晶闸管。属于早期的焊机技术。用数字5表示,如ZX5焊条手弧焊机,WS5钨极氩弧焊焊机 KR系列二保焊焊机等。
相对于普通硅整流焊机,工作频率高,动特性好。节能省点。
其工作频率2-3K HZ,高于工频50 HZ,
但是低于现在的逆变焊机,优势也不如逆变(mos管100-200 KHZ,
IGBT 20KHZ)
松下kr500焊机用发电机稳定吗
稳定的。
唐山松下KR-500系列可控硅(晶闸管)气保焊焊机,焊机质量做工质量比较稳定。皮实耐用。但是性价比不高
同时由于是合资焊机品牌,焊机价格较为昂贵。
晶闸管工作频率在2KHZ~3KHZ之间,远不如20KHZ~200KHZ的逆变焊机动特性好,无论是从焊机节能,还是焊接过程的稳定性,都不如逆变焊机好。
可控硅和逆变氩弧焊机哪个好
逆变的好用, 晶闸管(可控硅)工作频率在2-3KHZ,逆变焊机频率高得多(单管IGBT常见的是20KHZ,最高可以做到70KHZ,IGBT模块工作频率是20KHZ,MOS-FET场效应管工作频率100KHZ,最高可以做到200KHZ)工作频率越高焊机动特性越好。焊接电弧稳定性越高。 晶闸管技术,只是比抽头焊机先进一些。
求教逆变焊机和晶闸管电焊机的意思,逆变和晶闸管的特点
晶闸管焊机就是通过可控硅控制焊接电流,效率低,还是属于工频,体积大下面主要讲一下逆变焊机(现在主流就是逆变焊机,效率高,体积小节能环保)逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则是把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。
逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为IGBT逆变焊机。 逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到一个较平滑的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器降压后,再经整流滤波获得平稳的直流输出焊接电流。
由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆变焊机可以在很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗,更重要的是,逆变焊机能够在微秒级的时间内对输出电流进行调整,所以就能实现焊接过程所要求的理想控制过程,获得满意的焊接效果。
以上是问答百科为你整理的6条关于可控硅焊机的问题「可控硅焊机和逆变焊机的耗电比较」希望对你有帮助!更多相关可控硅焊机工作原理的内容请站内查找。

随便看看

怎样加入汽车之家比亚迪唐论坛 宝马汽车论坛怎么进入
2024-03-25
刘鸣炜华人置业盈利预警,身价135亿美元!
2024-03-26
2021年执业药师考试报名表的模板+填写规范!
2024-03-25
康迪k10b与k11的区别 康迪k11能加电池吗
2024-03-25来也来去也去不是滚滚红尘还有甚么歌 有一首歌中有一句:来呀来去啊去这是什么歌
2024-03-22消逝的光芒2克兰怎么样了 什么是克兰银兰
2024-03-21
维生素AD和维生素D到底有啥区别?看完你就知道了
2024-03-27仙剑奇侠传1几个结局 仙剑奇侠的结局是什么
2024-03-24